デバイスの複雑さが増すにつれ、どのような機能であっても単一ウェーハの価値は高まります。 この価値が高まると、物理的な分析タスクを実行するためにウェーハを割ることは望ましくなくなります。このためバルク試料で元素特性評価を行う必要性が高まっています。空間的に分解された元素特性評価を実現するための最良の方法の一つは、走査型電子顕微鏡とEDSを使用することです。SEMや集束イオンビーム(FIB)での特性評価の課題は、ナノメートルスケールの特徴の大部分は低kV電子を用いて画像化できるものの、この分解能と条件での元素分析は通常不可能であるということです。
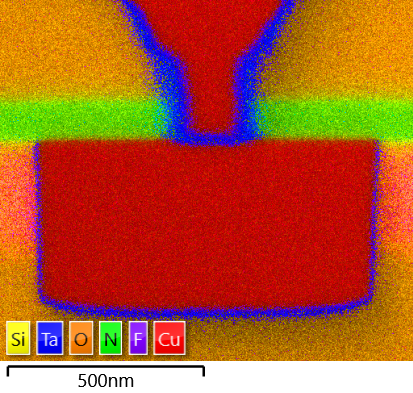
Ultim Max Extremeは、この問題を解決します。Extreme検出器の最適化により、超高分解能画像を得るために必要な条件で高いX線収集効率を実現し、Aztec社が提供する強力なX線スペクトル処理により、バルク試料の5nm分解能EDSが可能になりました。この分解能で元素の特性評価を行うことで、薄い試料や透過型電子顕微鏡(TEM)の必要性が減り、データ取得にかかる時間が短縮され、生産性が向上します。
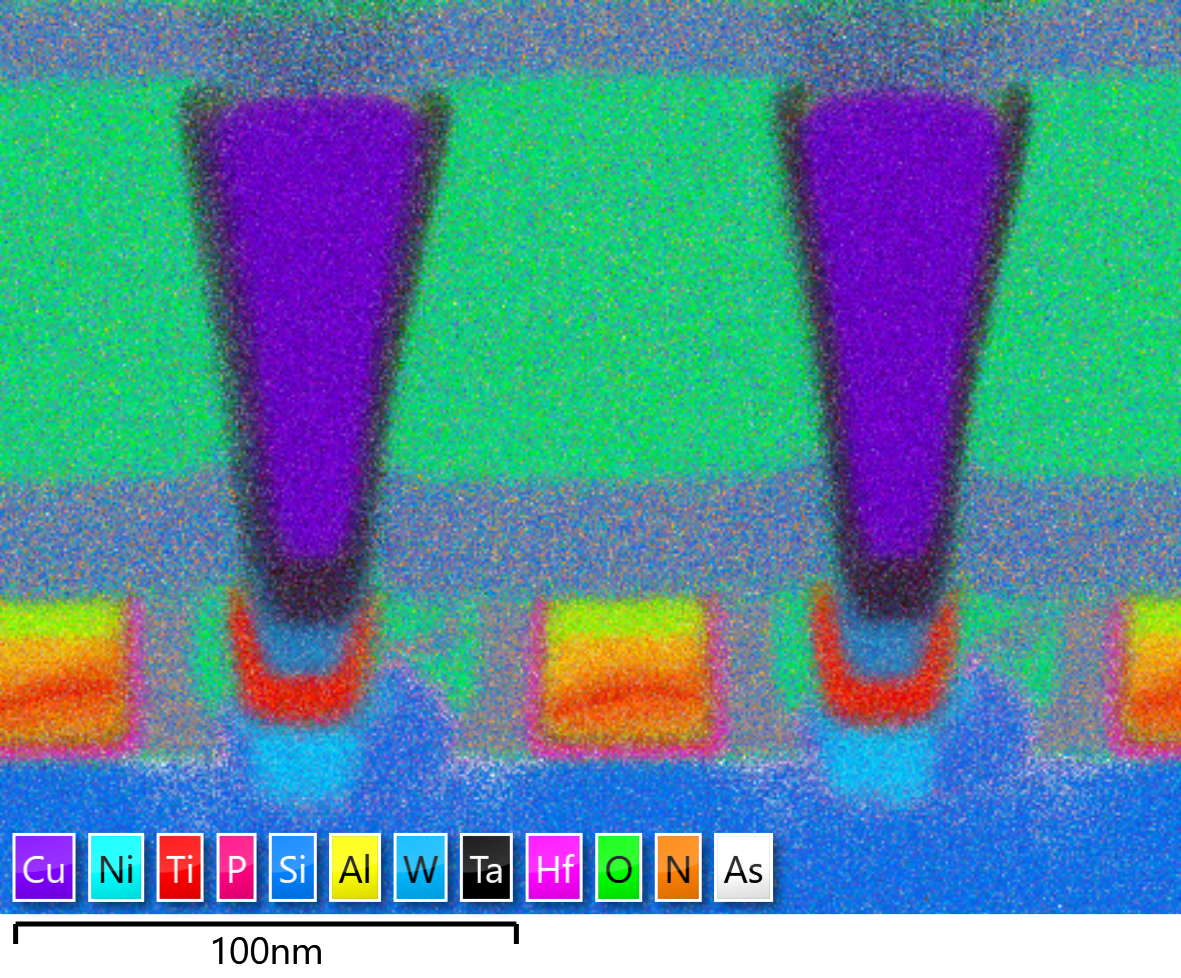
しかしいくつかの試料については、解像度の要求から電子透過性の試料を準備する必要があります。これはゲート酸化膜の均一性、金属-半導体界面の拡散障壁の完全性、PN接合内のドーパントの分布などの特性を評価などです。これらの作業の一部は、サンプル前処理中にFIB内の透過モードイメージングを使用して行うことができますが、感度の高さから検出器としてUltim Extremeを選択することに変わりはありません。またしかし、これらの作業のほとんどは、オングストローム分解能のイメージングと元素分析が日常的に行われているTEMで行う必要もあります。当社のTEM用検出器のフラッグシップモデルであるX-Max 100TLEは、最適なソリューションです。最適化されたセンサー設計により最高感度を確保しながら、検出器のウィンドウレス化により、半導体デバイスのp型やn型ドーピングによく使用されるホウ素のような軽元素の感度を向上させています。
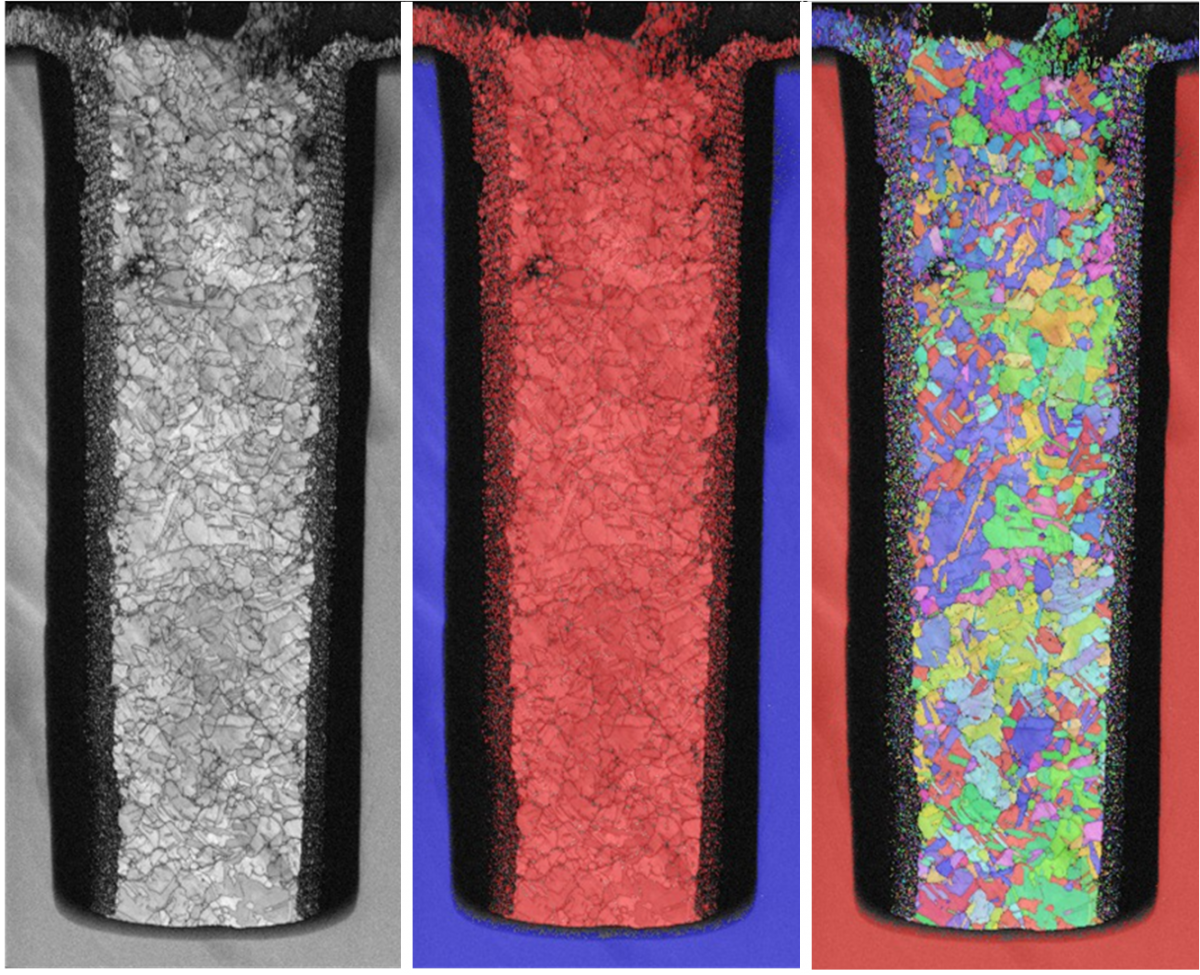
デバイスの性能に強く影響を与えるのは、材料の元素特性だけではありません。結晶構造、粒状構造、および金属化された粒内のひずみは、導電性や酸化の影響を強く受ける可能性があります。粒が前工程の配線であれ、スルー シリコン ビア (TSV) であれ、後工程のボンディングパッドであれ、構造を理解することはデバイス性能を理解するための鍵となります。 EBSDは試料表面からの電子回折の変化をマッピングすることで、空間的に分解された構造情報を提供します。 TSVのような比較的大きな特徴は、ナノメートルスケールの粒によって定義された電気的輸送特性を持つことができます。Symmetry EBSD検出器はこれらの問題を解決します。世界初のCMOSベースのEBSDカメラであることは、同じ材料で従来のCCDベースのEBSDカメラの10倍の速度を達成できることを意味します。これは、高解像度のEBSDマップをより速く収集できることを意味します。そのため小さな粒子を広い範囲で分析することができます。
すべての分析に高分解能元素分析が必要なわけではありません。多くの状況では、サンプルの元素分布を理解する上で、高いスループットとインタラクティブなフィードバックがより重要になります。その一例としてはんだ接合部の金属間接触層の形成を分析する場合が挙げられます。膨大な数のはんだ接合部の中で、錫はんだへの銅ボンディングパッドの拡散が大きい接合部を迅速に特定することは、通常後方散乱電子(BSE)イメージングに委ねられています。AztecLiveを使用することで、BSEとEDSを組み合わせて同じ作業を行うことが可能になり、このような金属間の形成につながるプロセスを真に理解するための情報が追加されました。
半導体、電子機器、記憶装置に戻る